Les produits entièrement émaillés sont la catégorie de tendance dominante de l'industrie nationale des carreaux de céramique au cours des dix dernières années, et les défauts de trous d'épingle de l'émail sont les plus courants dans la production de produits entièrement émaillés, et c'est également l'un des défauts de production difficiles à éviter complètement, ce qui directementaffecte l'effet de qualité de l'émail du produit et le taux d'excellence du produit finiIl existe de nombreux facteurs qui provoquent des défauts de trous d'épingle, notamment les ébauches, les glaçures, les paramètres du processus de production et les systèmes de cuisson, etc., et les glaçures comprennent la glaçure complète et la glaçure de face. Cet article étudie principalement l'influence de la composition de la formule de la glaçure de face sur les défauts de trous d'épingle, discute de la relation entre le rapport de flux et la quantité totale dans la formule avec une large plage de cuisson et une large gamme d'applications, et la relation entre le rapport de matériau à haute température et le volume total, et discute de la solution pour un contrôle rapide et efficace et réduire les défauts de trous d'épingle de la glaçure.
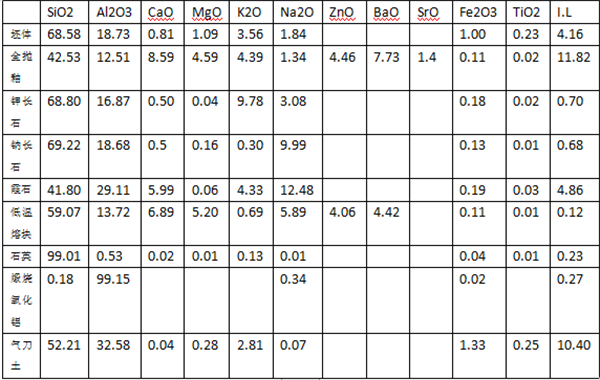
L'essai a été réalisé dans une entreprise de céramique réputée de Qingyuan. Le four mesurait 325 m de long, le cycle de cuisson était de 48 min, la température de l'anneau était de 1 166-1 168 °C. L'émail de surface a été appliqué par grattage et l'émail a été appliqué par glaçure pleine. Le nombre de défauts de piqûres dans une zone de 400 mm × 800 mm a été calculé. La composition du corps cru, de l'émail pleine et des matières premières utilisées pour l'émail utilisé lors de l'essai est présentée dans le tableau 1.
2.1 Test de l'influence du rapport de flux et du rapport sol brûlé/aluminium brûlé sur les piqûres
Original : albite 12, feldspath potassique 31, quartz 20, terre à couteau à gaz 10, aluminium brûlé 22, fritte basse température 3, néphéline 7, silicate de zirconium 9.
Un test à deux facteurs et trois niveaux est conçu sur la base du carré d'origine, comprenant le facteur A - rapport de flux, le facteur B - rapport sol brûlé/aluminium brûlé (quartz, terre de couteau à gaz, la quantité de fritte à basse température reste inchangée).
A : feldspath potassique, albite pour néphéline dans un rapport de 3:1:3, niveau A1 (albite / feldspath potassique / néphéline = 11/28/10), A2 (albite / feldspath potassique / néphéline = 10/25/13), A3 (albite / feldspath potassique / néphéline = 9/22/16)
B : Aluminium brûlé pour sol brûlé selon le rapport de 3:5, B1 (aluminium brûlé/sol brûlé = 19/6), B2 (aluminium brûlé/sol brûlé = 16/11), B3 (aluminium brûlé/sol brûlé = 13/16)
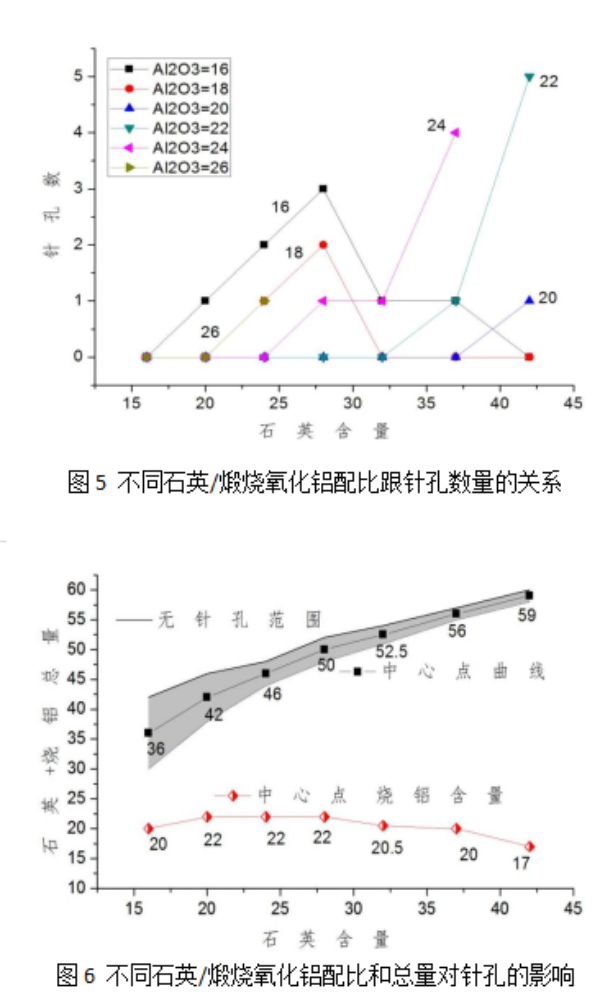
De nombreux facteurs sont à l'origine des défauts de piqûres, et il est particulièrement crucial de corriger et d'optimiser la composition de la formule et la large plage de cuisson des glaçures pleines non exemptes de piqûres. Avec l'augmentation de la proportion de néphéline dans la formule de l'émail, la proportion de feldspath potassique et d'albite a diminué, et les piqûres ont montré une tendance à la baisse. Avec l'augmentation de la proportion de terre brûlée, la proportion d'alumine calcinée a diminué, et les piqûres ont montré une tendance à la hausse, et inversement. Plus la formule contient de terre et de quartz, plus la zone exempte de piqûres est étroite, et plus la portée deapplication de la formule,plus la teneur en néphéline et en alumine calcinée est élevée, plus le champ d'application de la formule sans trous d'épingle est large et plus le champ d'application de la formule est large.
(1) Les trous d'épingle sont divisés en deux types : les trous d'épingle à basse température et les trous d'épingle à haute température, et les caractéristiques générales des trous d'épingle à basse température sont : le nombre de trous d'épingle est grand, la taille est petite, accompagnée d'un grand nombre de défauts épineux, et la glaçure à fond unique n'est fondamentalement pas absorbante ou très légère ; Les caractéristiques générales des trous d'épingle à haute température sont : le nombre de trous d'épingle est petit, la taille est grande, la chaleur piquante est moindre, accompagnée de défauts de cratère, et la glaçure à fond unique est plus lourde en absorption d'encre.
(2) Pour les défauts de trou d'épingle dans la production, il est d'abord nécessaire de déterminer s'il s'agit d'un trou d'épingle à basse température ou d'un trou d'épingle à haute température, selon la situation réelle, l'alumine calcinée est préférée pour résoudre le trou d'épingle à basse température, et la néphéline est préférée pour traiter le trou d'épingle à haute température.
(3) Le quartz en tant que matériau à haute température dans la formule de la glaçure inférieure pour améliorer la température de maturité de la glaçure de surface et la viscosité à haute température est beaucoup moins évident que l'alumine calcinée, et plus la teneur en quartz est élevée, plus la zone sans trous d'épingle est petite, plus la portée deapplication de la formule.
Contenu de FOSHAN CERAMIC MEGACINE
Date de publication : 21 novembre 2022








